/ Verbindungsarbeiten & Bearbeitung
Im Rahmen der Schadensfälle nehmen die nichtlösbaren Verbindungen eine besondere Stellung ein, da sie nach ihrer Herstellung ja die vorgesehene Lebensdauer ohne Erneuerung erreichen sollten. Deshalb ist es sehr problematisch, wenn diese vorzeitig versagen und eine Wiederherstellung erforderlich machen.
Die Löt- und Schweißzusätze für stoffschlüssiges Fügen sind heute umfangreich entwickelt und für fast jede Anwendung erhältlich, wobei die meisten Fehler i. Allg. durch unpassende Werkstoffauswahl oder Verarbeitung bzw. Ausführung und Nichteinhaltung der vorgegebenen Temperaturen (niedriger oder höher) der Prozesse sowie der Werkstoffe und -stücke auftreten.

Edelstahlbehälter, Schweißkonstruktion

Buckel- bzw. Kuppelbildung aufgrund von überschüssigen Lotmengen
Wenn beispielsweise beim Löten der Grundwerkstoff vorher nicht mind. auf die Arbeitstemperatur des Lots gebracht wurde, kugelt das Lot und kann den Spalt nicht füllen. Erforderlich sind eine gute Oberflächenvorbehandlung und eine saubere Arbeitsweise, es ist nur so viel an Lot zuzuführen, wie zur Spaltfüllung benötigt wird. Daneben sind die werkstoffbezogenen Einschränkungen der Normen und Regelwerke zu beachten.
So enthält z. B. das Arbeitsblatt DVGW G2 „Verbinden von Kupfer- und innenverzinnten Kupferrohren für Gas- und Trinkwasser-Installationen […]“ die Bestimmung, dass „Kupferrohre […] im Abmessungsbereich bis einschließlich 28 mm weich zu löten“, das „Warmbiegen und/oder Weichglühen zum Aufmuffen bzw. zum Aushalsen […] im Abmessungsbereich bis einschließlich 28 mm […] nicht zulässig“ und das „Hartlöten von Kupferrohren in Trinkwasser-Installationen […] in der Abmessung 35 mm und größer zulässig“ sind.
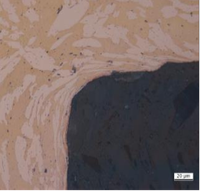
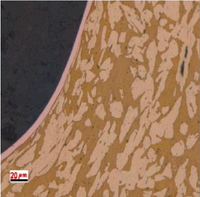
Die Oxidfilme auf den Werkstückoberflächen führen zu schlechten Schweißergebnissen (keine sauberen und fehlerfreien Schweißnähte). So müssen die Schweißnahtkanten sauber, metallisch blank, glatt, frei von Oxiden und Zunder sein und dürfen keine Verunreinigungen (u.a. Fette, Öle) enthalten, die Aufkohlungen oder Einschlüsse verursachen. Die nichtrostenden Stähle haben die Besonderheit, dass sich zur Sicherstellung der guten Korrosionsbeständigkeit die dünne Passivschicht ständig durch Sauerstoffzufuhr regenerieren muss, das setzt immer eine saubere Oberfläche voraus.
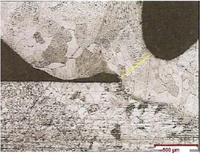
Wenn die Wasserrohrleitungen durch Verpressung verbunden werden, müssen die Verarbeitung zuverlässig und die Verbindungen formschlüssig und dauerhaft sein, da sonst in Spaltflächen (Toträumen) Loch-, Mulden- bzw. Spaltkorrosion auftreten kann. Weisen dabei die Werkstoffe unterschiedliche galvanische Potentiale auf, kann aufgrund eines Korrosionselements der unedlere Werkstoff elektrochemisch abgetragen werden.
.png/picture-200?_=17b54efec98)